 Платформа
Платформа Добавить публикацию
Добавить публикацию Реклама
Реклама Центр инноваций
Центр инноваций Партнеры
Партнеры hello@technovery.com
hello@technovery.com telegram
telegram

Для производителей 3D-печать или аддитивное производство предоставляет средства создания деталей сложной формы, которые являются более прочными, легкими и более экологичными, чем те, которые изготавливаются традиционными методами. Отрасль бурно развивается, и некоторые предсказывают, что она будет увеличиваться вдвое каждые три года, но рост часто идет рука об руку с проблемами роста.
Остаточное напряжение , являющееся побочным продуктом повторяющегося нагрева и охлаждения, присущего процессам печати на металле , может привести к дефектам деталей и, в некоторых случаях, к повреждению принтеров. Чтобы лучше понять, как формируется остаточное напряжение и как его можно обуздать, исследователи из Национального института стандартов и технологий (NIST), Ливерморской национальной лаборатории Лоуренса, Лос-Аламосской национальной лаборатории и других учреждений внимательно изучили влияние различных рисунков печати на титане. детали из сплава, изготовленные обычным лазерным методом.
Их результаты, опубликованные в Additive Manufacturing , показывают, что шаблон печати, часто используемый в промышленности для уменьшения остаточного напряжения, известный как сканирование островков, показал худшие результаты среди изученных подходов, не оправдывая ожиданий команды. Полученные ими данные могут помочь производителям протестировать и улучшить прогнозные модели для 3D-печати, которые, если они будут точными, могут увести их от разрушительных уровней остаточного напряжения.
«Это было очень неожиданно и подчеркивает сложность проблемы», — сказал инженер-исследователь материалов NIST Тхиен Фан, соавтор исследования. «Это показывает, что, хотя сканирование островов может работать во многих случаях, оно не работает в нашем, что действительно подчеркивает тот факт, что нам необходимо иметь точное моделирование».
Исследование команды было сосредоточено на распространенном методе аддитивного производства, называемом лазерным порошковым наплавлением (LPBF), при котором лазер сканирует слой металлического порошка по заданному шаблону, плавя и сплавляя частицы на поверхности вместе. Когда расплавленный металл охлаждается до твердого состояния, платформа, поддерживающая материал, опускается, и принтер добавляет сверху новый слой порошка, позволяя лазеру продолжать строить деталь слой за слоем.
Как только начинается второй слой сборки, остаточное напряжение начинает напоминать о себе. Металлы, используемые в LPBF, быстро остывают, а это означает, что к тому времени, когда лазер принтера начинает нагревать новый слой, металл из предыдущего слоя уже является твердым. Расплавленные слои сжимаются внутрь по мере охлаждения, натягивая твердый металл внизу и создавая напряжение. И чем больше разница температур, тем больше тянет растопленный слой. Этот процесс повторяется для каждого слоя, пока деталь не будет завершена, фиксируя напряжения в твердом металле.
«В результате вы получаете невероятное количество остаточных напряжений внутри вашей детали», — сказал Фан. «Итак, он сидит там, разрываясь на части. Остаточное напряжение может расколоть деталь и поднять ее во время сборки, что может привести к поломке машины».
Самый простой шаблон печати в LPBF — это непрерывное сканирование, при котором лазер сканирует назад и вперед от одного конца детали к другому. Но появился альтернативный вариант, называемый сканированием острова, как способ смягчить стресс. Идея, лежащая в основе этого подхода, заключается в том, что плавление небольших участков или островков металла по одному, а не всего слоя, приведет к меньшему одновременному сжатию металла, уменьшив общее напряжение.
Сканирование острова пользуется популярностью у производителей, но прошлые исследования этой техники не были согласованными. В более широком смысле связь между стратегиями сканирования и остаточным напряжением остается загадкой. Чтобы начать заполнять эти пробелы, группа из нескольких организаций приступила к детальному анализу воздействия сканирования островов на напряжение.
Авторы нового исследования напечатали четыре моста из титанового сплава длиной чуть более 2 сантиметров (0,8 дюйма). Образцы были изготовлены методом непрерывного или островкового сканирования с лазерами, работающими по длине и ширине или под углом 45 градусов.
На первый взгляд, мосты выглядели похожими на выходе из принтера, исследователи внимательно изучили их.
Они испускали высокоэнергетические рентгеновские лучи, генерируемые мощным инструментом, называемым синхротроном, глубоко в образцы. Измеряя длины волн рентгеновских лучей, которые отражаются от металла, команда извлекла расстояния между атомами металла с высокой точностью. Оттуда исследователи рассчитали напряжение. Чем больше расстояния, тем больше был напряженный металл. Располагая этой важной информацией, они создали карты, показывающие расположение и степень напряжения в образцах.
Все образцы содержали напряжения, близкие к пределу текучести титанового сплава — точке, при которой материал подвергается остаточной деформации. Но карты обнаружили кое-что еще, что застало исследователей врасплох.
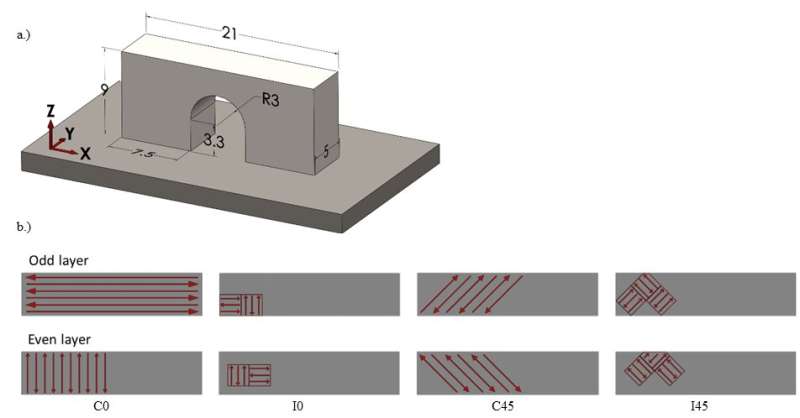
Исследователи протестировали четыре различных шаблона печати, при этом лазеры либо плавили металлический порошок взад и вперед непрерывно, либо в виде отдельных квадратных островков, идущих параллельно длинной стороне детали или по диагонали. Предоставлено: Ливерморская национальная лаборатория им. Лоуренса / М. Strantza
«Образцы островного сканирования имеют эти действительно большие напряжения на своих сторонах и вершинах, которые отсутствуют или гораздо менее выражены в образцах непрерывного сканирования», — сказал физик и соавтор NIST Лайл Левин. «Если сканирование островов — это способ, которым промышленность пытается смягчить эти напряжение, я бы сказал, что в данном конкретном случае это далеко от успеха».
В другом испытании они отсоединили ножку каждого моста от металлических опорных пластин, к которым он был прикреплен. Авторы исследования измерили расстояние, на которое ноги подпрыгнули вверх, получив еще один показатель того, сколько остаточного напряжения сохраняется внутри арки каждого моста. Опять же, образцы сканирования острова работали плохо, их ноги отклонялись более чем в два раза больше, чем другие образцы.
Авторы предполагают, что сканирование островов могло быть палкой о двух концах. Хотя небольшой размер островов может уменьшить сжатие, острова могут также охлаждаться намного быстрее, чем более крупные бассейны расплава, создавая большую разницу температур и, следовательно, большую нагрузку.
Хотя сканирование острова не подходило для конкретной части, материала и оборудования, использованных в исследовании, оно все же могло быть хорошим выбором при других обстоятельствах, сказал Фан. Однако результаты показывают, что это не панацея от остаточного напряжения. Чтобы избежать напряжения, производителям может потребоваться адаптировать стратегию сканирования и другие параметры к своей конкретной конструкции — усилию, которому в значительной степени способствуют компьютерные модели.
Вместо того, чтобы оптимизировать печать методом проб и ошибок, производители могут использовать модели для быстрого и дешевого определения лучших параметров, если их прогнозы верны. По словам Левина, разработчики моделей могут повысить уверенность в своих инструментах, протестировав их на основе тщательно проведенных эталонных измерений, что мало чем отличается от данных, полученных в новом исследовании.
Эта работа дает новый взгляд на популярную стратегию печати, добавляя ключевой элемент к головоломке образования остаточного напряжения и, в конечном итоге, приближая 3D-печать к ее полному потенциалу.
Дополнительная информация: М. Странца и др., Влияние стратегии сканирования на образование остаточных напряжений в аддитивном производстве Ti-6Al-4V, Аддитивное производство (2021 г.). DOI: 10.1016 / j.addma.2021.102003



